Our Products
FlowRHEX® Technologies provide range of products based on flow chemistry and process intensification. Our main focus is to provide safer, efficient and miniaturized solution to chemical processes. We intend to share our cutting edge technology with every interested use. With this goal, our motivated team is developing innovative products for chemical unit operations.
Utilize Our Products

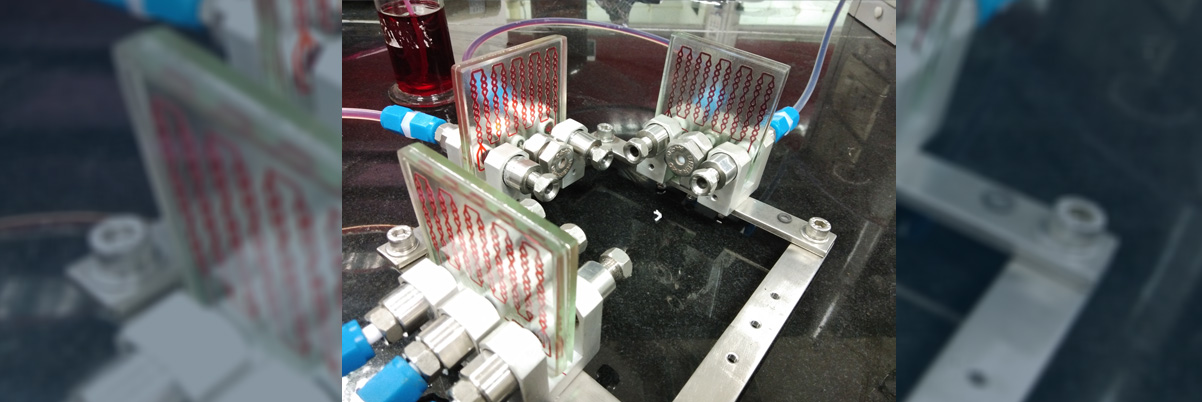
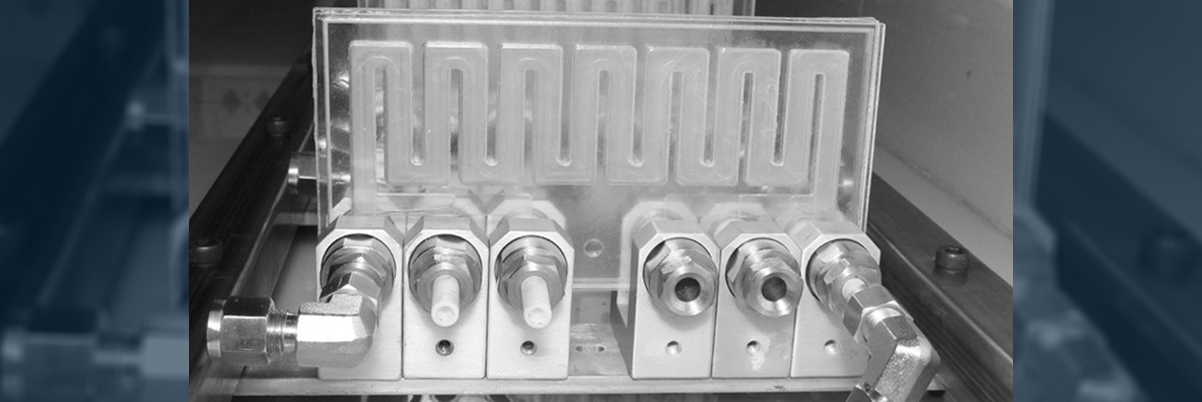
FRHexeR Glass Series
FRHexeR – 10T / 50T
Operating Conditions
- Operating Temperature -30 0C to 200 °C
- Operating Pressure Up to 10 bar
- Operating Volume: 1 mL/module , 6 mL/module
- Operating Flow Rate: 0 to 25 mL/min, 20 to 120 mL/min
Applications
- Liquid-Liquid reactions
- Liquid-gas reactions
- Multi-Step reactions
- Photochemical reactions
Features
- High heat and mass transfer
- Low volume reactor
- Suitable for lab and kilo scale
- Flexible assembly
- Wide chemical compatibility
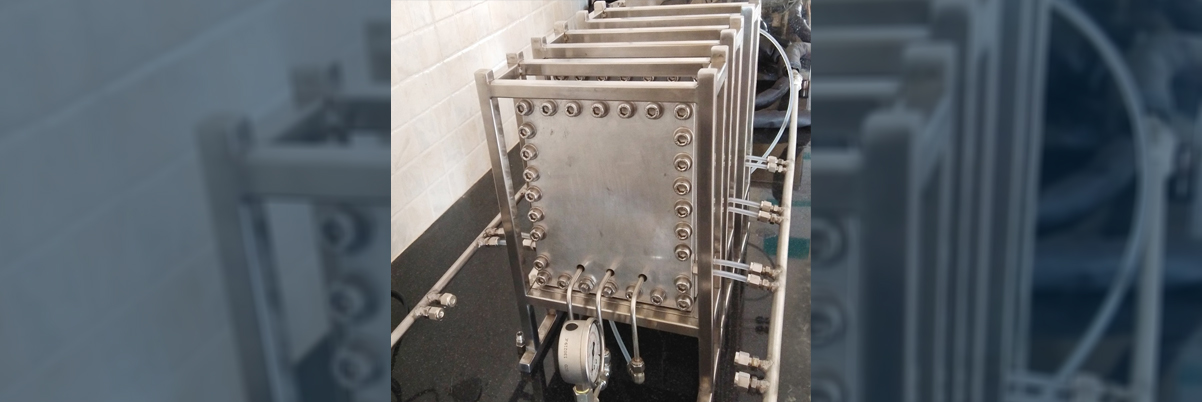
FRHexeR Metal Series (SS316, Hastelloy - C276)
FRHexeR – 10T / 50T / 200T
Operating Conditions
- Operating Temperature -30 0C to 200 °C
- Operating Pressure Up to 20 bar
- Operating Volume 1 mL/module, 6 mL/module, 16 mL/module
- Operating Flow Rate: 0 to 25 mL/min, 20 to 120 mL/min, 100 to 500 mL/min
Applications
- Liquid-Liquid reactions
- Liquid-gas reactions
- Multi-Step reactions
Features
- High heat and mass transfer
- Low volume reactor
- Suitable for lab scale
- Flexible assembly
- MOC selective chemical compatibility
- Tantalum Coated, Silicon Carbide, Inconel, Monel, etc. MOC Reactors on Demand


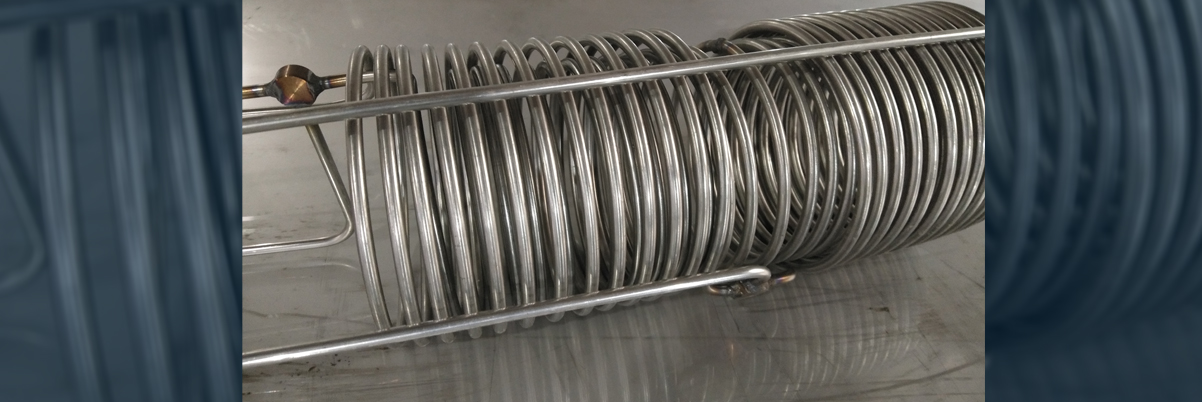
FRHexeR Tube Series
FRHexeR – Spiral Tube / 3D-Mixing Tube
Operating Conditions
- Operating Temperature -30 0C to 200 °C
- Operating Pressure Up to 25 bar
- Operating Volume Up to 300 mL
- Operating Flow Rate Up to 600 mL/min (Capacity selective flow rates)
- Operating MoC SS316,Hastelloy
Applications
- Liquid-Liquid reactions
- Liquid-gas reactions
- Multi-Step reactions
- Possibility of Slurry Reactions
Features
- High heat and mass transfer
- Desired volume reactor
- Suitable for lab, kilo, pilot, production scale
- Flexible assembly
- MOC selective chemical compatibility


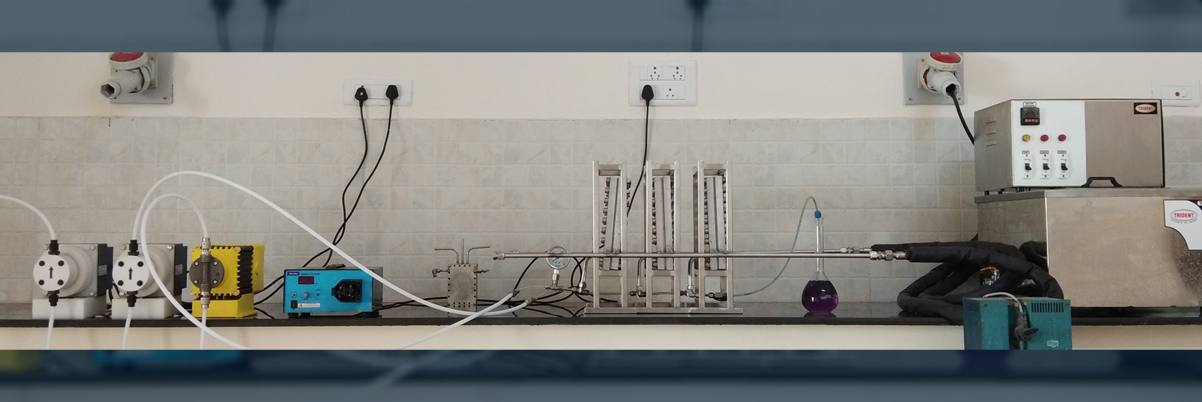
Customized Unit
With our innovative and technological skills, we have kept scope for customized units as per project requirement. Along with our dedicated products, we intend to develop new products related to a particular process requirement on lab scale and scale them to meet your production requirement. So, Come up with your advanced process requirement or technical issue, and we will develop an intensified solution to your particular need.
Tubular flow reactor customization is one of our specialty. Multiple Inlet Outlet Tubular reactors as per your process requirement for multistep processing, residence time and scale up can be provided at highly affordable costs.
Want to learn more about customized products, Reach out to us….
Contact Us

© Copyright 2019. All Rights Reserved.